一家专注于流体压力成形技术
成形液压机设备厂家




设备概述
性能与特点
应用领域
具体参数
水涨内高压成型
原理:
水涨内高压成型是一种利用液体作为传力介质,通过内部高压和模具约束使管件坯料发生塑性变形,最终贴合模具型面,从而形成复杂形状零件的先进制造工艺。
优点:
减轻重量,节省材料:能够制造出中空、变截面的整体构件,替代传统冲压焊接的多零件组合,避免了焊点,从而实现轻量化。这在汽车工业中至关重要。
提高强度与刚度:由于是整体成型,避免了焊接带来的热影响区、残余应力和潜在缺陷,零件的整体强度和刚度显著高于焊接件。冷作硬化效应也进一步提高了强度。
减少零件数量:一个复杂的水涨成型件可以替代多个组装件,简化了产品结构和装配流程。
设计灵活性高:可以成型非常复杂的、异形的三维中空结构,这是传统工艺难以实现的。截面形状可以沿零件轴线变化。
改善表面质量:成型过程中,材料与模具之间有一层液膜,减少了摩擦和划伤,零件表面质量更好。
尺寸精度高,回弹小:极高的内压使材料被紧紧地贴合在模具上,因此成型后的回弹效应非常小,尺寸精度和几何稳定性高。
极高的抗冲击性:必须能承受后部碰撞的初始冲击而不发生脆性断裂。
良好的能量吸收性:在碰撞中能通过自身的变形有效地吸收一部分能量。
优异的刚性与轻量化:需要在保证足够刚度和强度的前提下,尽可能实现轻量化。
精确的安装定位:其上的安装孔位尺寸必须精确,以保证装配在其上的部件(如保险杠、悬挂)位置准确。
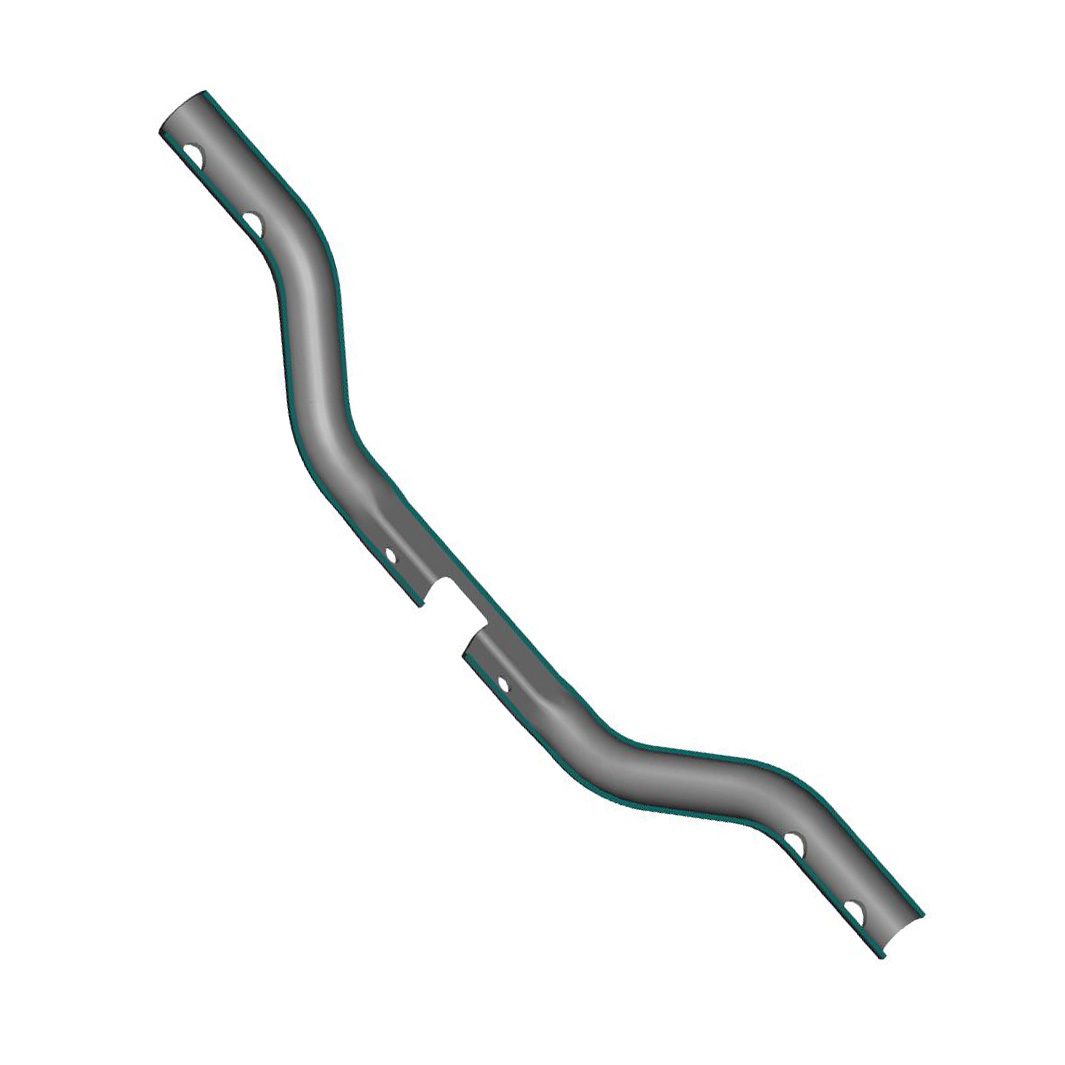
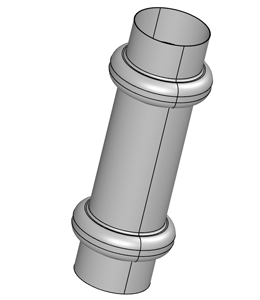
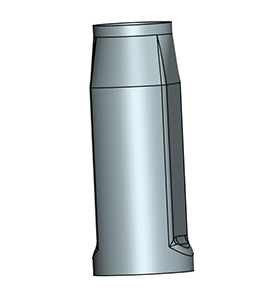
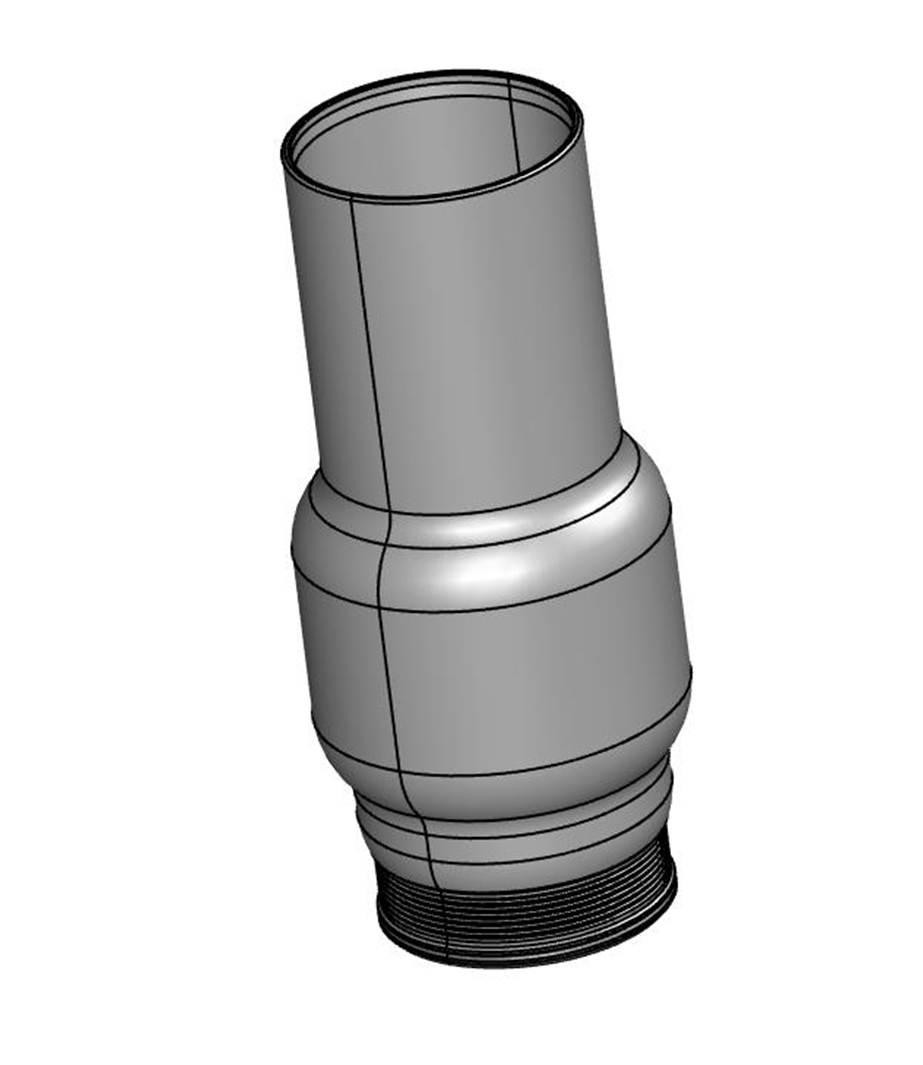
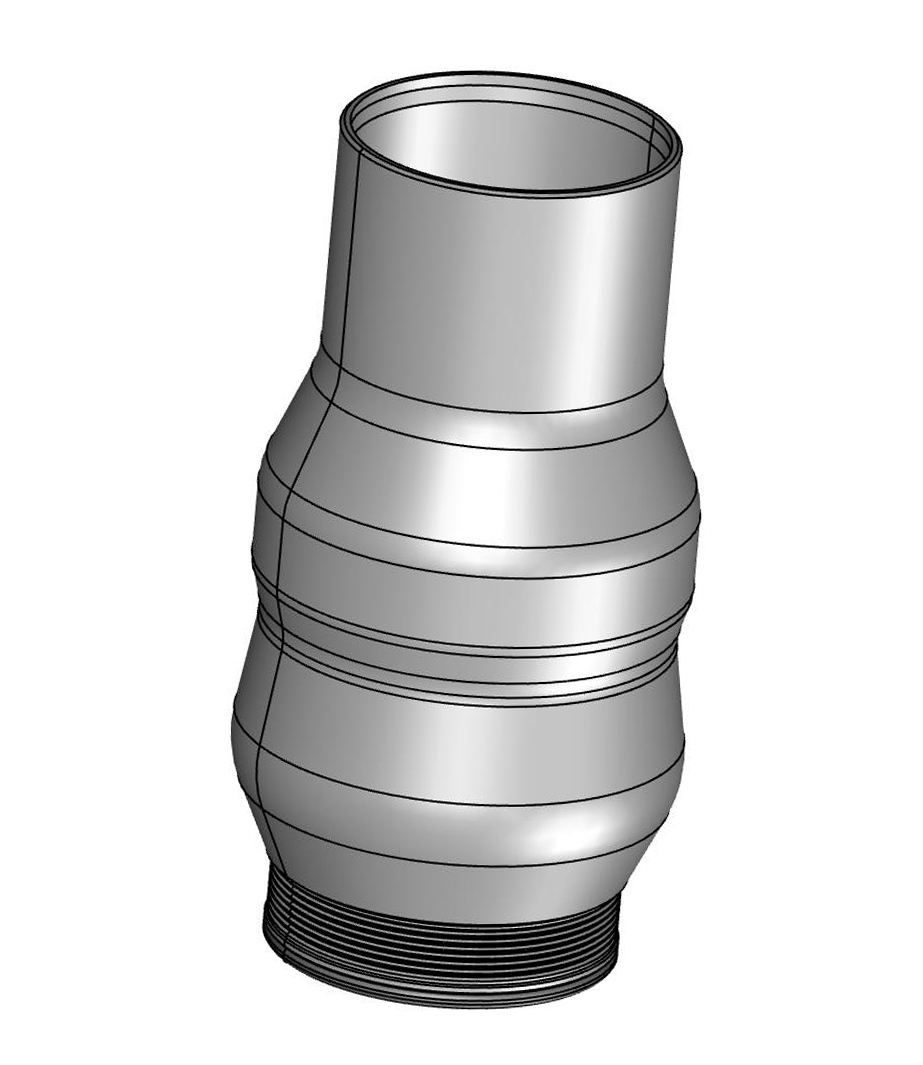
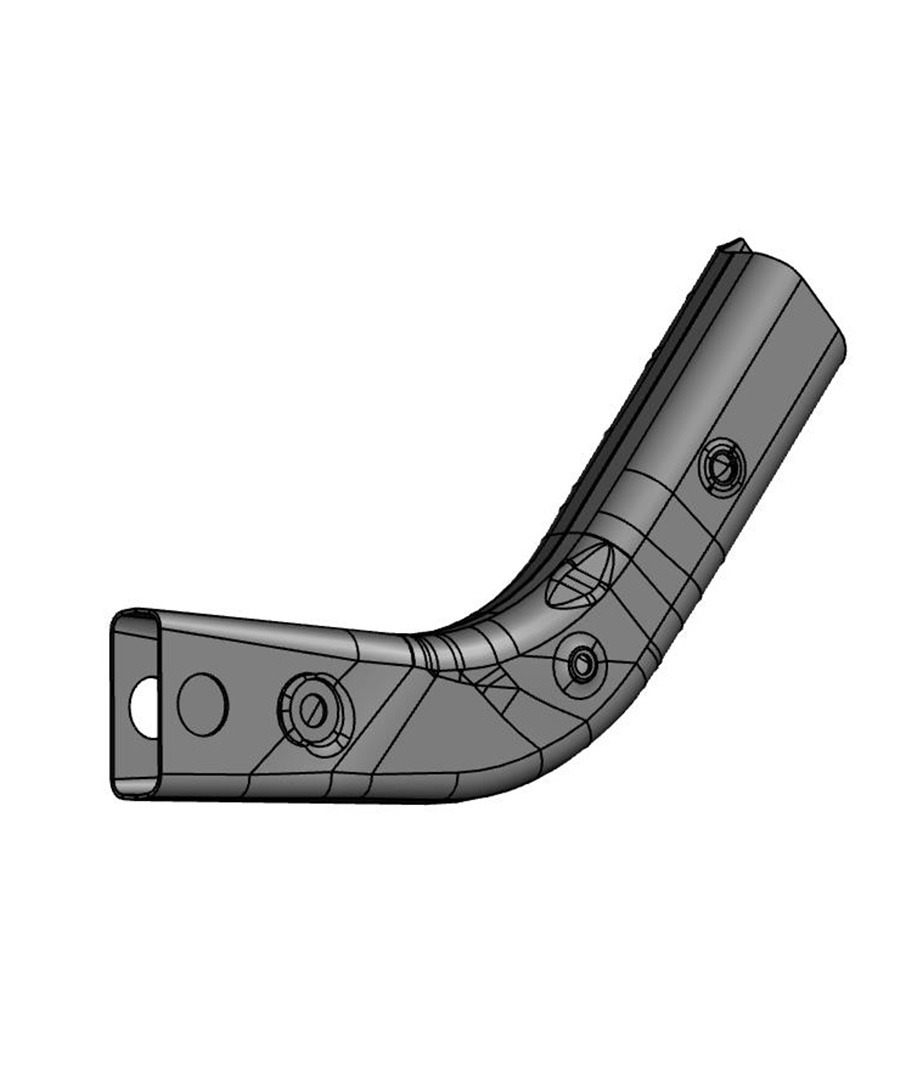
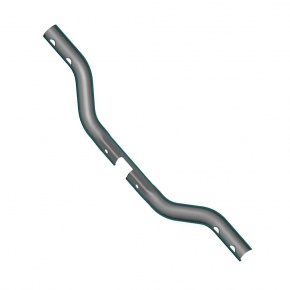
汽车零部件——后横梁
采用水涨成型工艺来制造后横梁,相比传统的冲压焊接或铸造工艺,能带来显著的性能提升。
零件数量与结构:采用单一管坯一次成型,无纵向焊缝,形成完整的封闭截面。结构完整性极高,消除了焊缝这一潜在的疲劳裂纹源和强度弱点,可靠性和耐久性倍增。
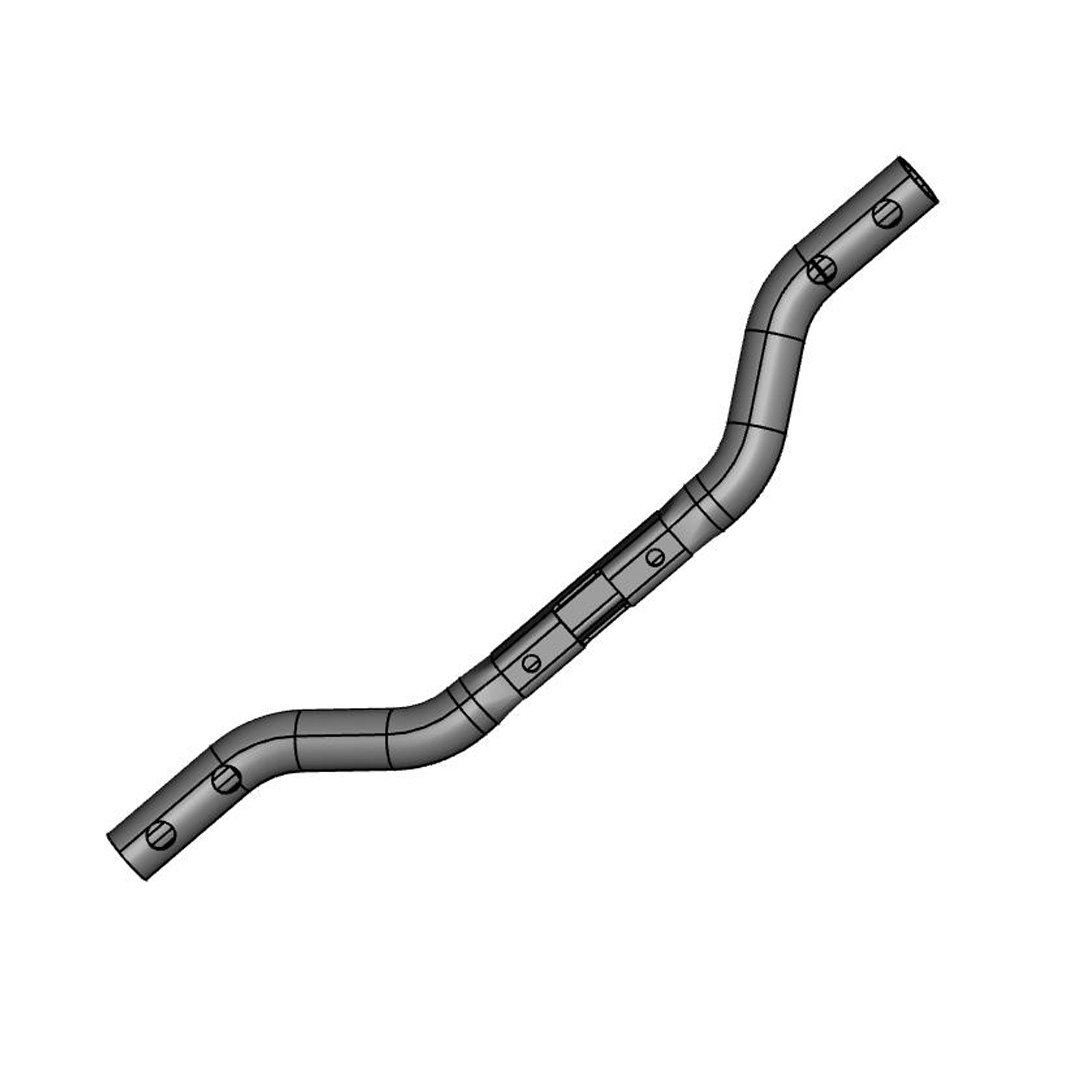
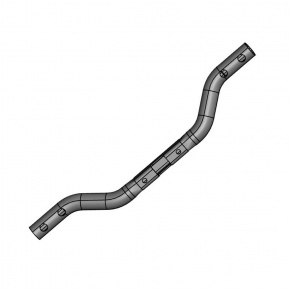
重量与材料分布:可实现精确的变壁厚设计。在受力大的关键区域(如安装点)加厚,在非关键区域减薄。可实现显著轻量化(15%-30%)。完美实现“合适的材料放在合适的位置”,在提升性能的同时有效降低重量。
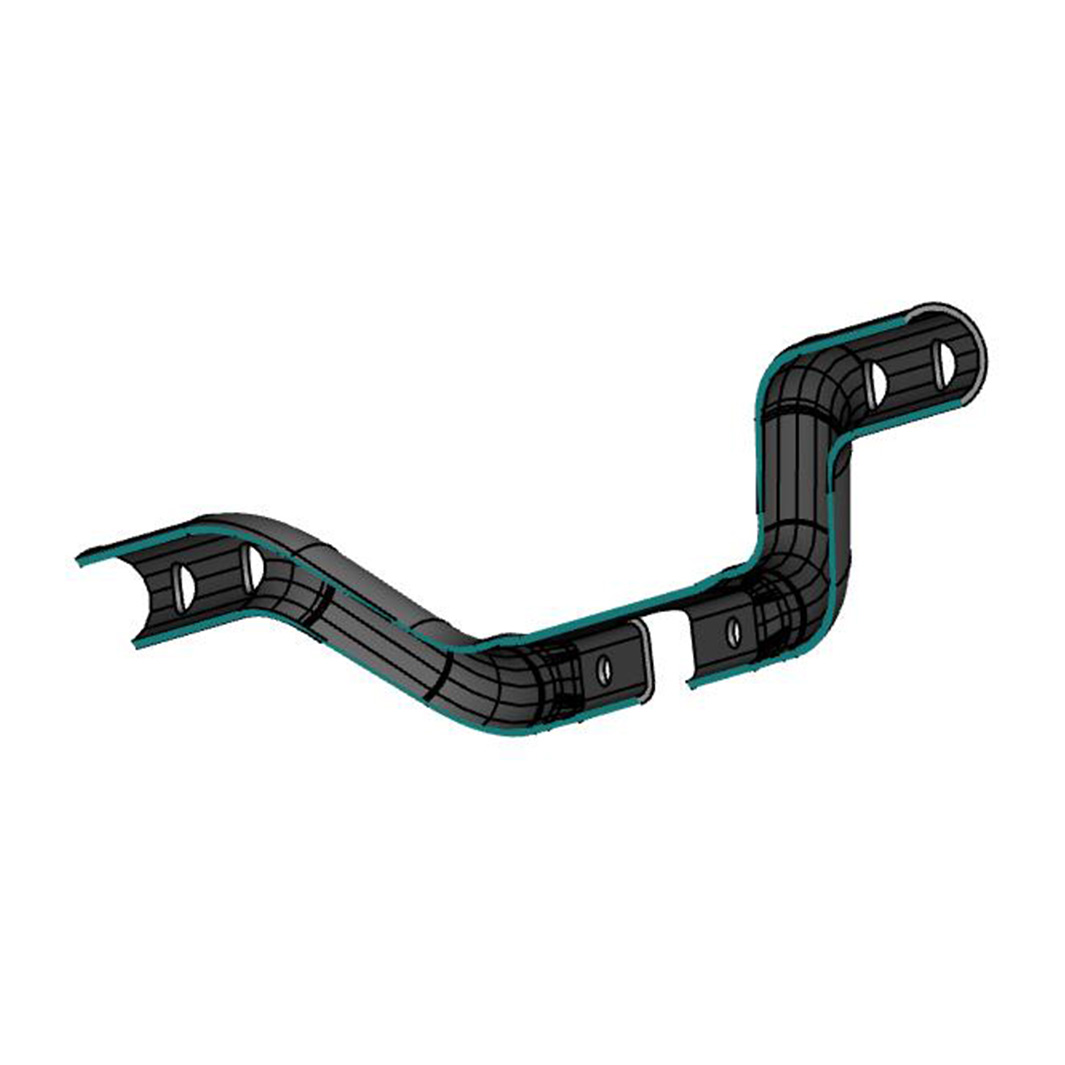
刚性与强度:可形成最优的封闭截面(如矩形、梯形或多边形),其抗弯和抗扭刚度远高于传统开口截面。整体强度更高。为车尾提供前所未有的坚固性,极大提升车身刚性和碰撞安全性。
设计自由度与集成度:可制造出带三维空间曲线的横梁,并轻松将多个安装支座、加强筋一体成型,实现高度集成。减少后续装配零件,简化生产流程,并为整车布局提供更大灵活性。
成本与一致性:虽然设备投资高,但模具数量少且简单,产品尺寸精度和一致性极佳,几乎无公差。在大批量生产下,长期综合成本更具优势,且产品质量稳定可靠。
 主页
主页