一家专注于流体压力成形技术
成形液压机设备厂家


设备概述
性能与特点
应用领域
具体参数
水涨内高压成型
原理:
水涨内高压成型是一种利用液体作为传力介质,通过内部高压和模具约束使管件坯料发生塑性变形,最终贴合模具型面,从而形成复杂形状零件的先进制造工艺。
优点:
减轻重量,节省材料:能够制造出中空、变截面的整体构件,替代传统冲压焊接的多零件组合,避免了焊点,从而实现轻量化。这在汽车工业中至关重要。
提高强度与刚度:由于是整体成型,避免了焊接带来的热影响区、残余应力和潜在缺陷,零件的整体强度和刚度显著高于焊接件。冷作硬化效应也进一步提高了强度。
减少零件数量:一个复杂的水涨成型件可以替代多个组装件,简化了产品结构和装配流程。
设计灵活性高:可以成型非常复杂的、异形的三维中空结构,这是传统工艺难以实现的。截面形状可以沿零件轴线变化。
改善表面质量:成型过程中,材料与模具之间有一层液膜,减少了摩擦和划伤,零件表面质量更好。
尺寸精度高,回弹小:极高的内压使材料被紧紧地贴合在模具上,因此成型后的回弹效应非常小,尺寸精度和几何稳定性高。
优异的高温强度:必须在高达300°C以上的工作温度下保持足够的机械强度,不软化、不变形。
出色的耐磨性:活塞裙部与气缸壁、活塞环槽与活塞环之间存在高速摩擦,必须有极高的耐磨性。
低热膨胀系数:需要控制热膨胀,以保持与气缸壁之间最佳的工作间隙。
高尺寸精度与形位公差:其外圆直径、环槽尺寸、销孔位置等精度要求达到微米级,直接影响发动机的密封性、效率和噪音。
良好的铸造/锻造与机加工性能:必须能通过精密制造工艺成型,并能进行高效的后续精加工。
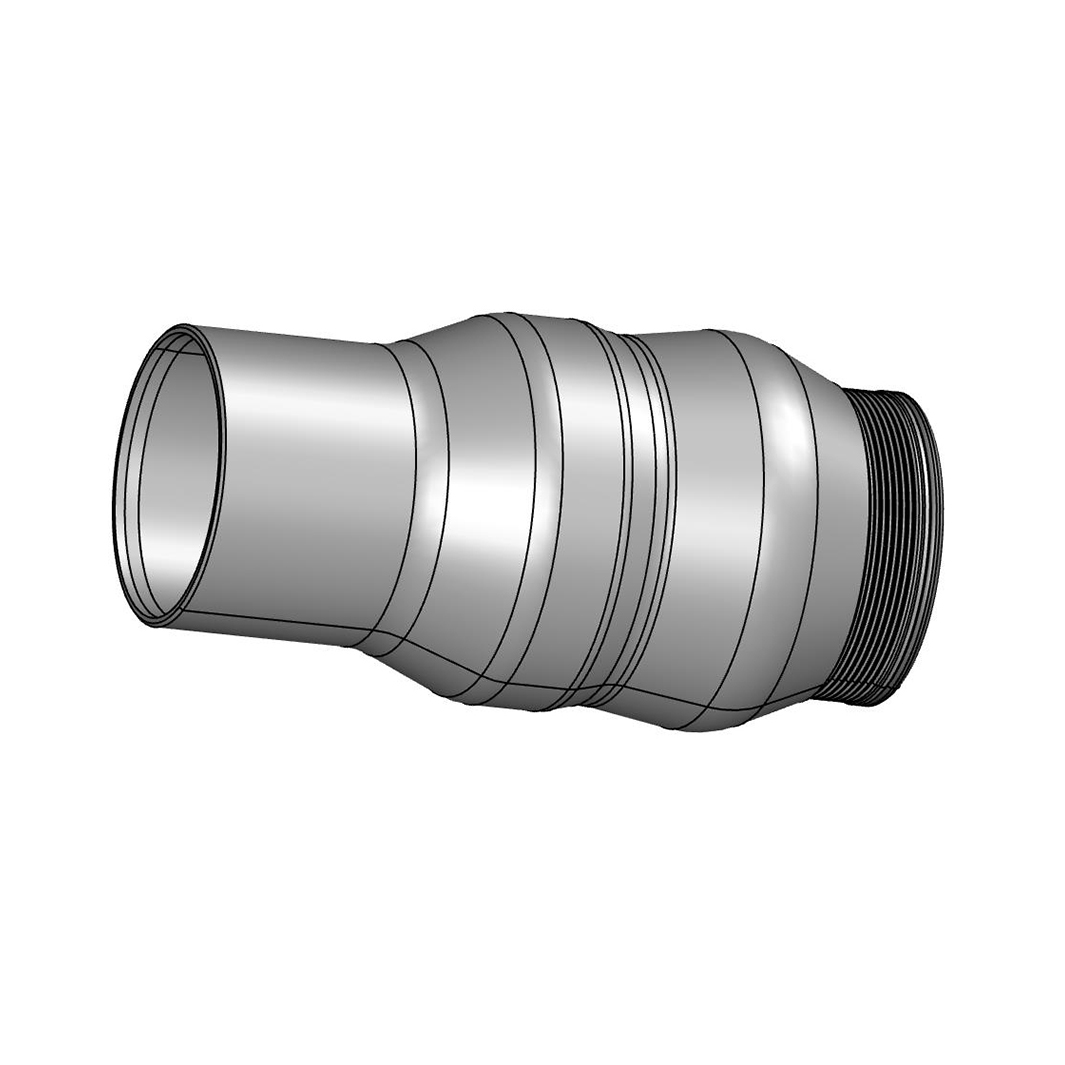
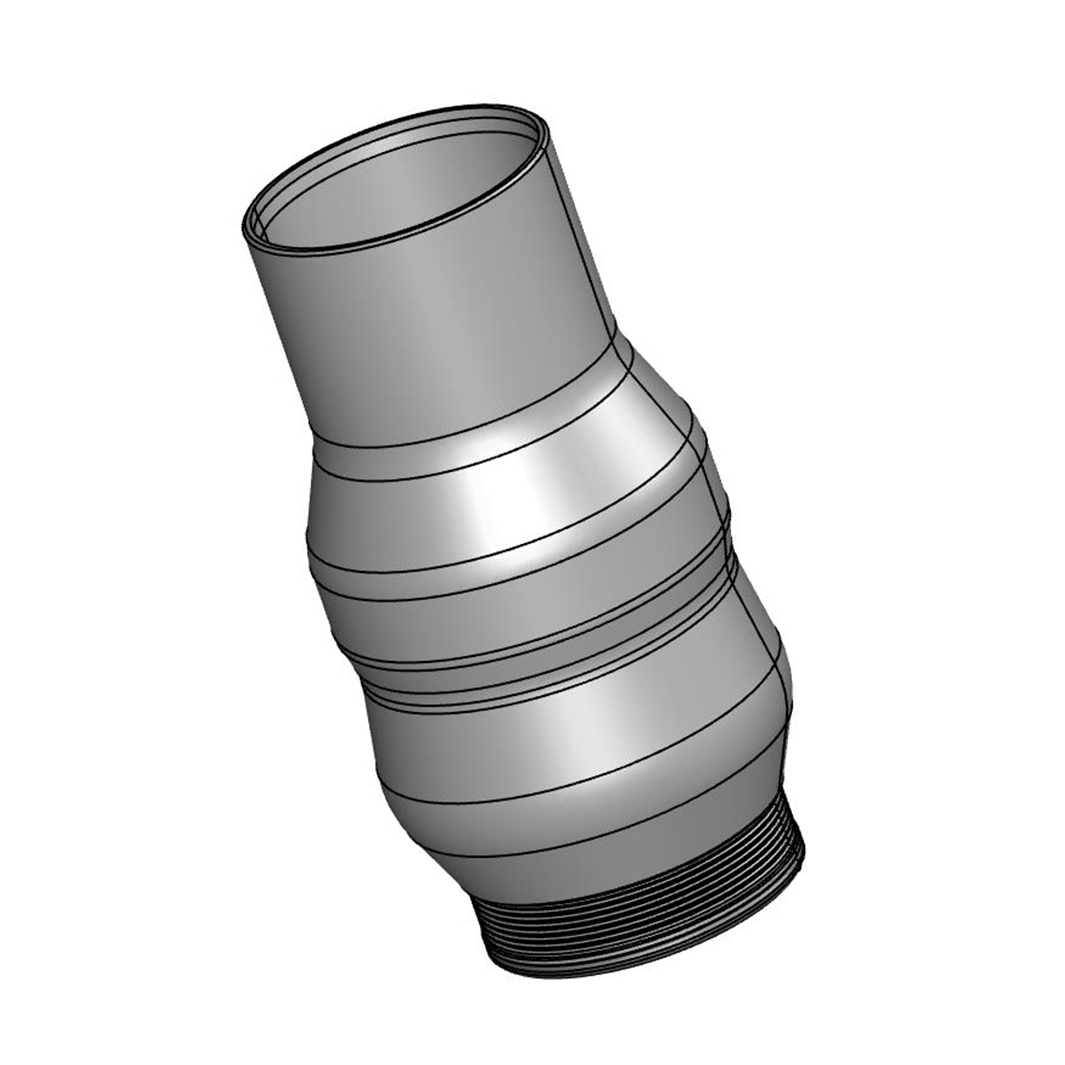
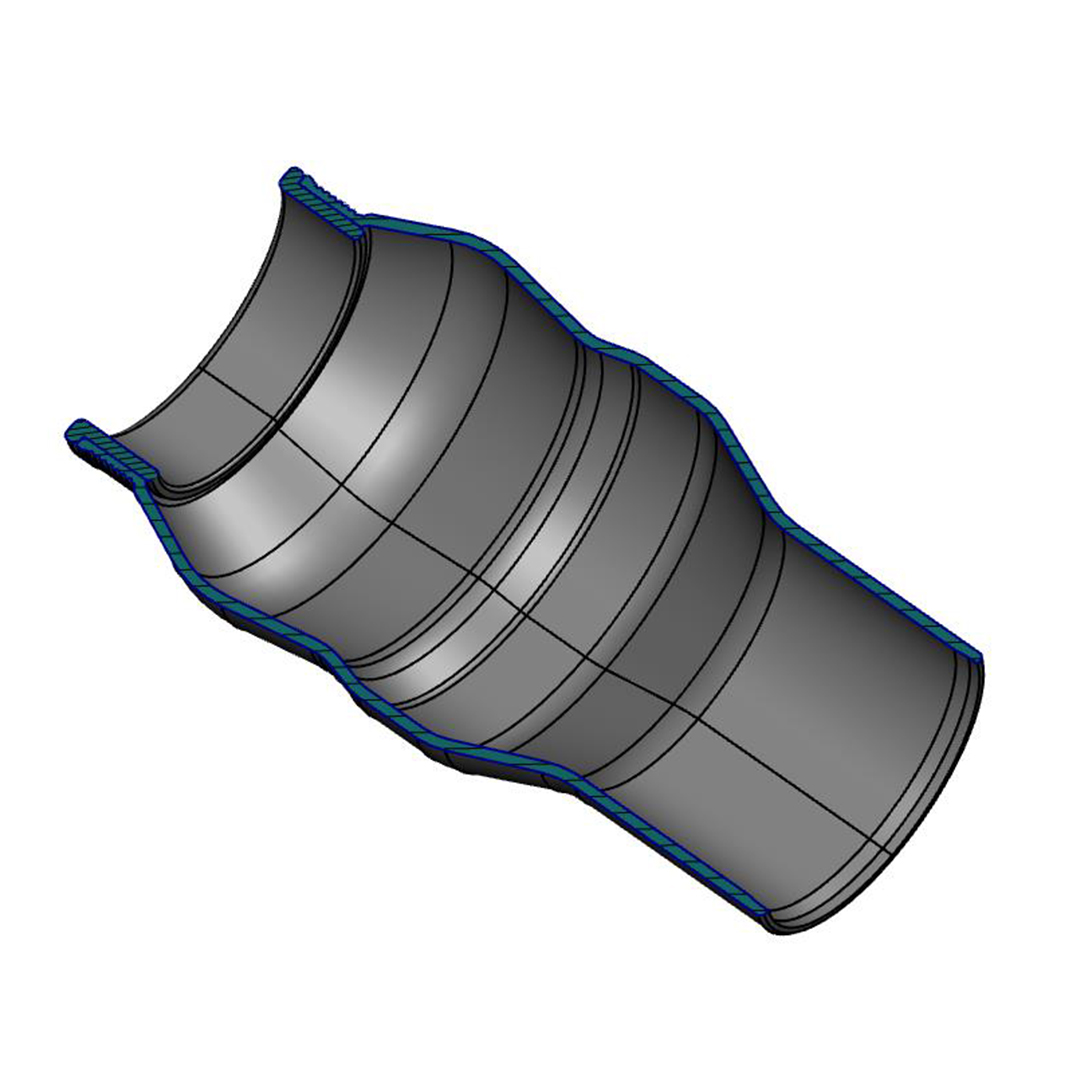
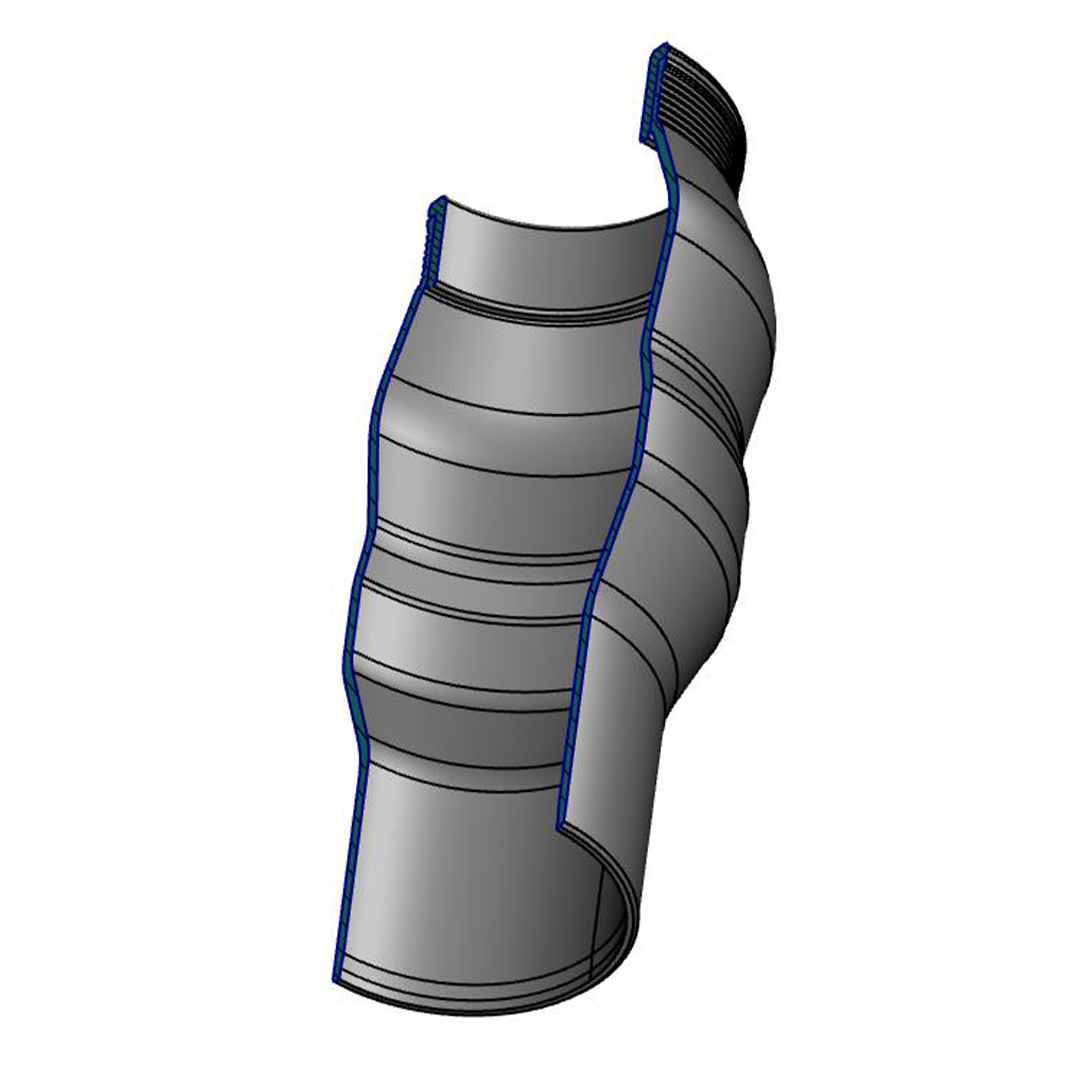
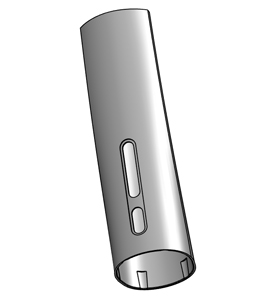
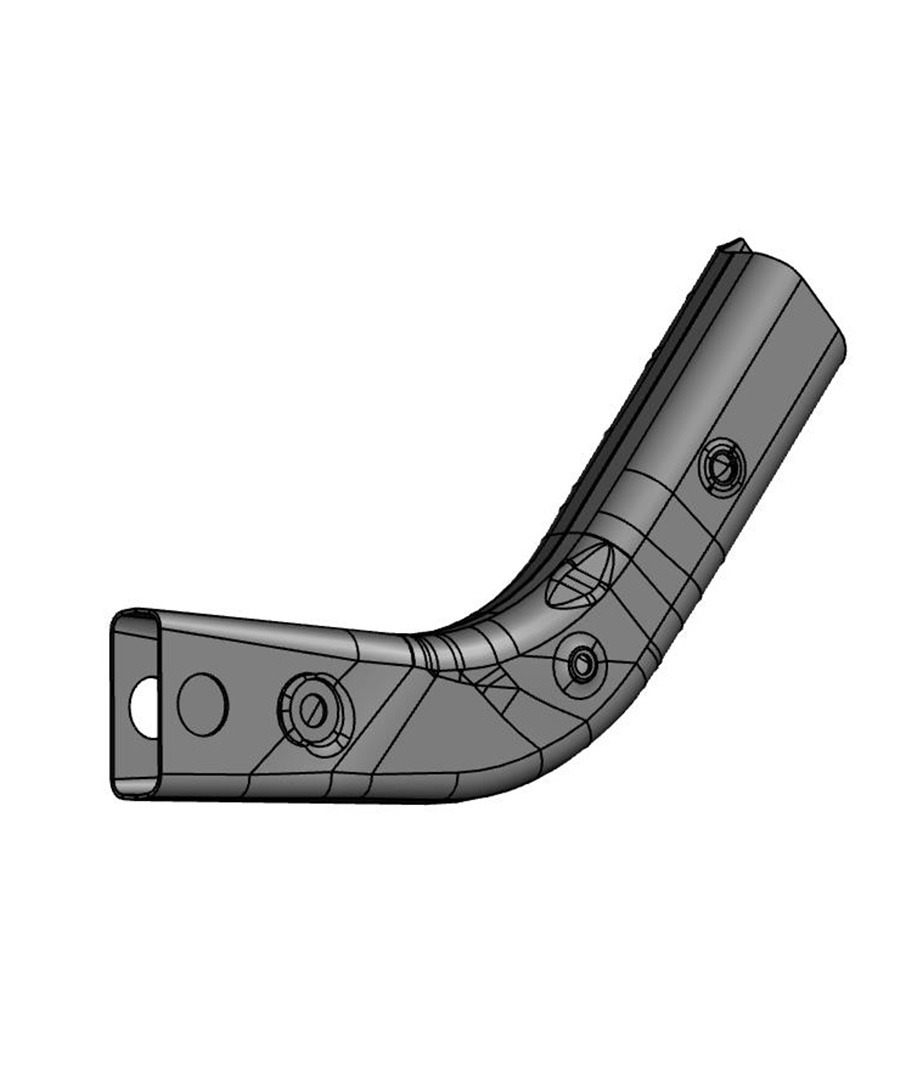
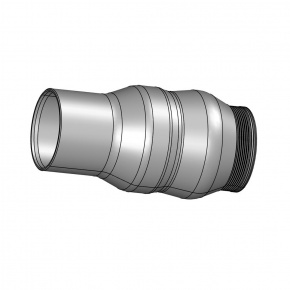
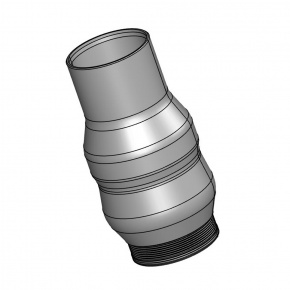
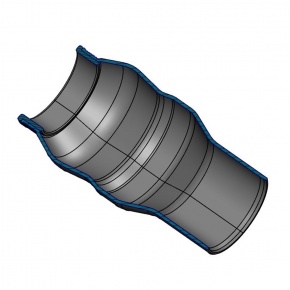
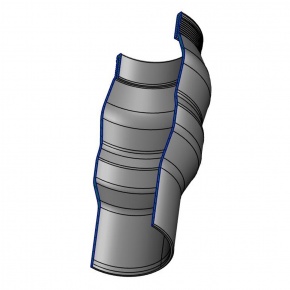
汽车零部件——活塞泵外壳
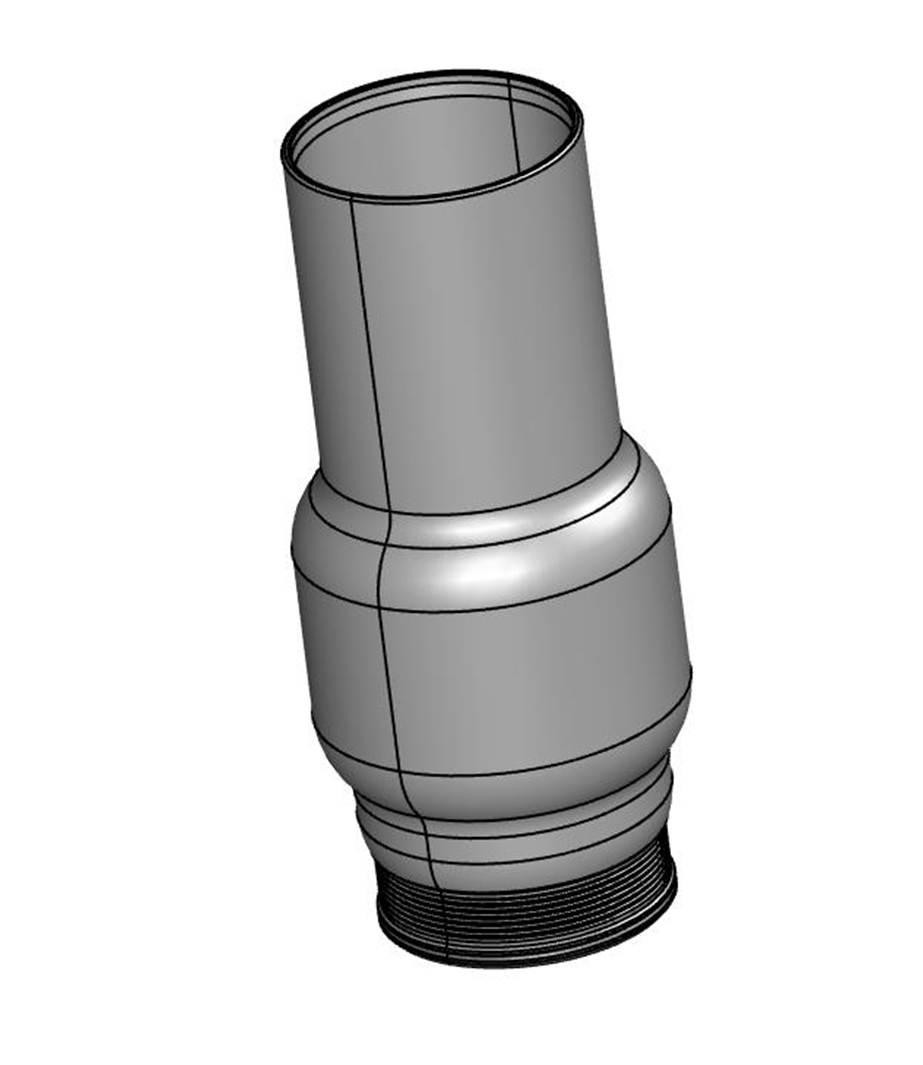
制造复杂内腔与流道:传统铸造难以形成光滑、封闭的复杂内腔。水涨成型可以用一根铝管,通过内部高压一次成型出无缝、光滑的冷却油道,极大地提升了冷却效率和可靠性。
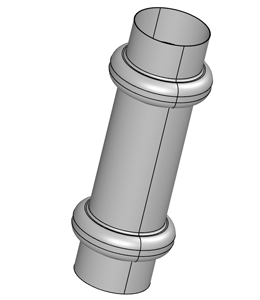
显著轻量化:相比实心锻造或铸造后机加工,中空结构能实现极致的减重,特别有利于高性能发动机。
提升结构完整性与散热:无缝的整体结构避免了因焊接或镶铸产生的热阻和潜在缺陷,散热路径更优,结构强度更高。
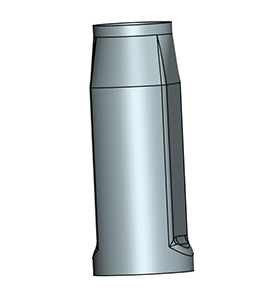
减少零件与工序:可将原本需要多个零件组装焊接而成的壳体或油道,一体成型。
 主页
主页