一家专注于流体压力成形技术
成形液压机设备厂家

设备概述
性能与特点
应用领域
具体参数
水胀内高压成型是一种先进的金属管材塑性加工技术,属于液压成型的一种。其核心是利用超高压液体作为传力介质,在密闭模具内对管坯施加内压,同时配合轴向补料,使管材在压力作用下贴合模具型腔,成形出复杂截面形状的空心零件。
1、工艺基本原理:
将预弯或预成形的管坯放入可分合的模具中,闭合模具后,通过高压源向管坯内部注入液体并施以极高压力(通常可达100MPa以上,甚至400-500MPa)。在此过程中,通过两端的冲头对管坯施加轴向推力进行补料,在内压和轴向力的共同作用下,管坯发生塑性变形,逐渐膨胀并最终紧贴模具内壁,获得所需形状。
2、工艺特点与优势:
轻量化与结构优化:可一次成形复杂三维中空构件,实现结构集成,减少零件数量和连接工序,显著降低重量。广泛应用于汽车底盘、车身框架、航空航天管路、设备制冷换热管件、水路系统管道、日常家电配件等。
提高强度与刚度:冷作硬化效应提高了材料强度,且成形零件整体无缝,刚性好。
改善表面质量与精度:零件表面光洁,尺寸精度高,重复性好。
材料利用率高:近净成形,废料少。
设计自由度大:可成形多种复杂截面(矩形、多边形、异形等),这是传统冲压焊接难以实现的。
3、主要应用领域:
汽车工业:副车架、发动机托架、仪表盘支架、排气歧管、车身A/B柱、防撞梁等。是实现车身轻量化的关键技术之一。
航空航天:飞机发动机管路、液压系统管路、机身支撑结构件。
其他:自行车车架、卫浴五金、异形管件等。
4、发展趋势:
向更高压力(>500MPa)、更大吨位(合模力)发展,以成形更厚壁、高强度材料(如高强钢、铝合金、钛合金)的零件。
智能化与柔性化:发展自适应控制、工艺在线监测与优化、快速换模技术。
工艺复合化:与加热(热态内高压成形)、剪切、冲孔等工序集成。
新材料应用:拓展至复合材料管、拼焊管等。
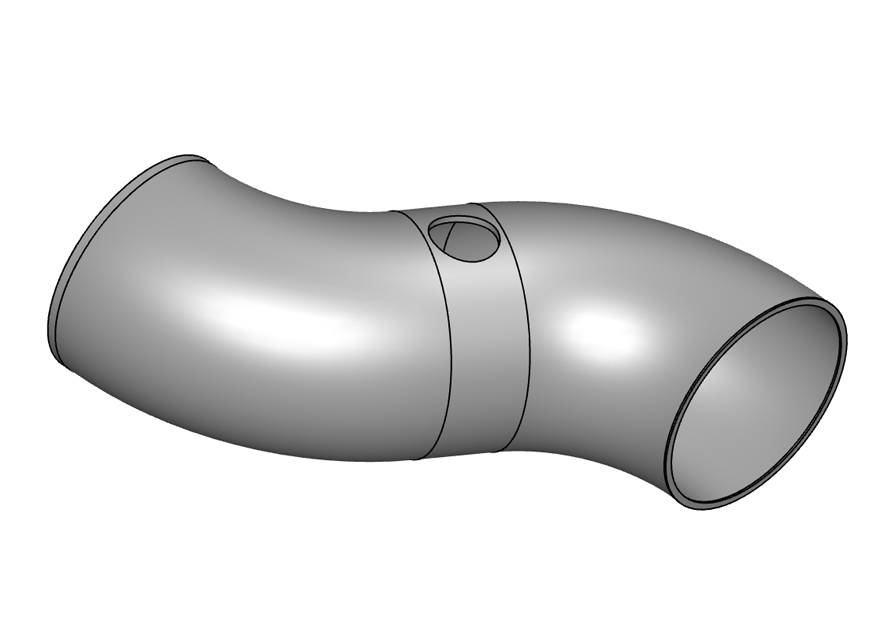
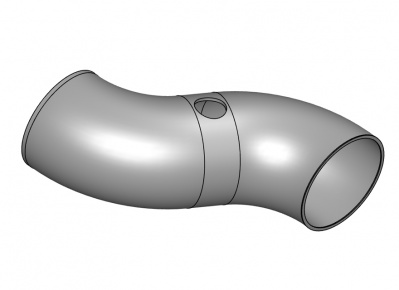
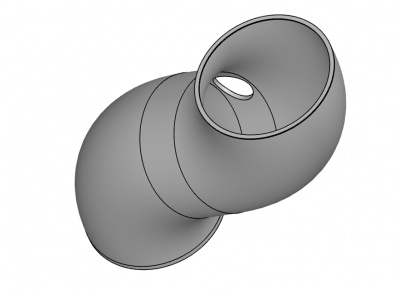
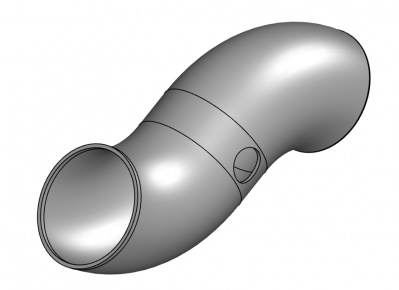
1、无焊缝一体化结构 → 极致的密封性与抗疲劳寿命
性能表现:整个弯头由单根管坯一体成型,不存在传统焊接弯头的环形或纵向焊缝。
带来的优势:彻底消除了焊缝这一薄弱环节,避免焊接热影响区导致的晶间腐蚀、应力集中及潜在微裂纹。因此,产品在承受发动机高频振动、排气压力脉动及冷热循环冲击时,抗疲劳寿命成倍提升,且长期使用无泄漏风险。
不锈钢汽车弯头在汽车领域的应用覆盖了从传统燃油车到新能源汽车的多个系统:
发动机排气系统:排气歧管出口弯管、连接三元催化器的弯头、中段排气管弯头、尾段消声器弯头等
涡轮增压系统:增压器进排气弯管、中冷器连接弯头、涡轮增压器消音管等,要求耐高温、高压,响应速度快
发动机进气系统:进气管弯头、中冷器进气管弯头,60°弯头设计可有效降低进气背压,提高发动机充气效率
冷却系统:发动机冷却水管弯头、散热器连接弯头,需耐受冷却液的长期浸泡和温度循环
新能源与混动车:混动车型排气系统、电动车热管理系统弯管,对轻量化和紧凑布局有更高要求
高性能与改装车:定制化排气系统弯头,追求排气背压优化、声浪调校和外观美化
不锈钢弯头还广泛应用于商用车、工程机械、特种车辆等领域的排气及流体管路系统,以及石油化工、船舶制造、食品制药等对耐腐蚀性有严格要求的行业。
传统不锈钢汽车弯头的制造主要采用“分段弯管+焊接”或“冲压+焊接”工艺——即先弯制出所需弯曲角度,再将多个管段拼接焊接而成,存在焊缝多、尺寸精度波动大、内壁存在焊接瘤和台阶等固有缺陷。相比之下,水涨成型工艺优势极为显著:
结构完整性:采用单一管坯一体成型,实现无焊缝结构,从根源上消除焊缝带来的泄漏、腐蚀和开裂风险,可靠性和寿命成倍提高
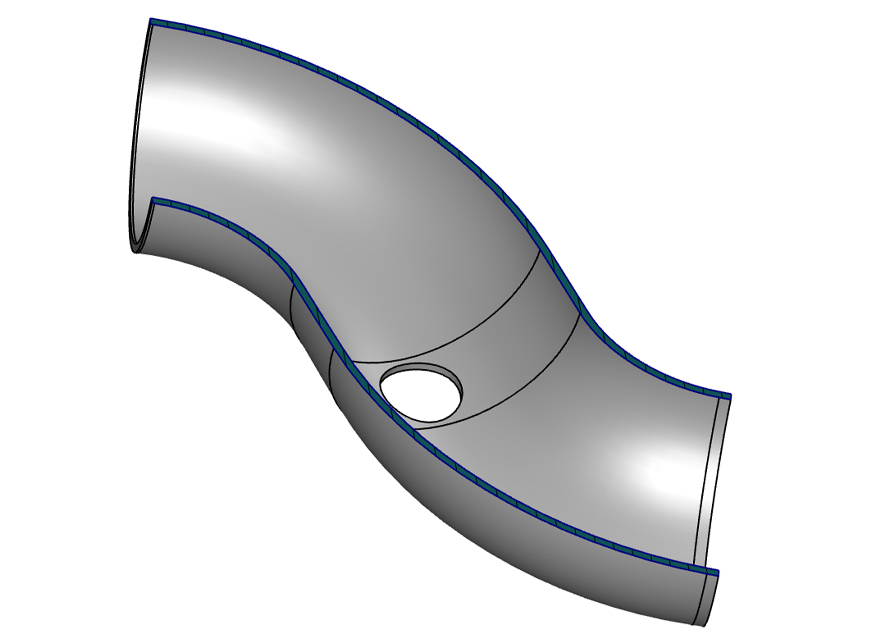
内壁质量与气流性能:内壁光滑连续,变径与弯曲过渡自然流畅,最大化降低排气背压,释放发动机功率潜力,同时改善NVH表现
设计自由度:可精确成型任意复杂异形件和三维空间曲线,实现变截面、变壁厚设计,打破传统工艺的形状束缚,为管路系统布局和性能优化提供无限可能
重量与材料利用率:可实现变壁厚设计,材料利用率可达85%-95%,实现“材尽其用”,在满足强度前提下显著减重
尺寸精度:成型精度可达±0.1mm,远高于传统工艺,保证大批量生产时的质量稳定性,提升装配一致性
工序与效率:工序简化为6道,生产率提高66%,缩短生产周期,降低管理成本和交付时间
综合成本:通常仅需一套模具,成本比冲压件平均降低20%-30%,长期综合效益显著,适合大批量高质量生产
 主页
主页