一家专注于流体压力成形技术
成形液压机设备厂家


设备概述
性能与特点
应用领域
具体参数
水胀内高压成型是一种先进的金属管材塑性加工技术,属于液压成型的一种。其核心是利用超高压液体作为传力介质,在密闭模具内对管坯施加内压,同时配合轴向补料,使管材在压力作用下贴合模具型腔,成形出复杂截面形状的空心零件。
1、工艺基本原理:
将预弯或预成形的管坯放入可分合的模具中,闭合模具后,通过高压源向管坯内部注入液体并施以极高压力(通常可达100MPa以上,甚至400-500MPa)。在此过程中,通过两端的冲头对管坯施加轴向推力进行补料,在内压和轴向力的共同作用下,管坯发生塑性变形,逐渐膨胀并最终紧贴模具内壁,获得所需形状。
2、工艺特点与优势:
轻量化与结构优化:可一次成形复杂三维中空构件,实现结构集成,减少零件数量和连接工序,显著降低重量。广泛应用于汽车底盘、车身框架、航空航天管路、设备制冷换热管件、水路系统管道、日常家电配件等。
提高强度与刚度:冷作硬化效应提高了材料强度,且成形零件整体无缝,刚性好。
改善表面质量与精度:零件表面光洁,尺寸精度高,重复性好。
材料利用率高:近净成形,废料少。
设计自由度大:可成形多种复杂截面(矩形、多边形、异形等),这是传统冲压焊接难以实现的。
3、主要应用领域:
汽车工业:副车架、发动机托架、仪表盘支架、排气歧管、车身A/B柱、防撞梁等。是实现车身轻量化的关键技术之一。
航空航天:飞机发动机管路、液压系统管路、机身支撑结构件。
其他:自行车车架、卫浴五金、异形管件等。
4、发展趋势:
向更高压力(>500MPa)、更大吨位(合模力)发展,以成形更厚壁、高强度材料(如高强钢、铝合金、钛合金)的零件。
智能化与柔性化:发展自适应控制、工艺在线监测与优化、快速换模技术。
工艺复合化:与加热(热态内高压成形)、剪切、冲孔等工序集成。
新材料应用:拓展至复合材料管、拼焊管等。
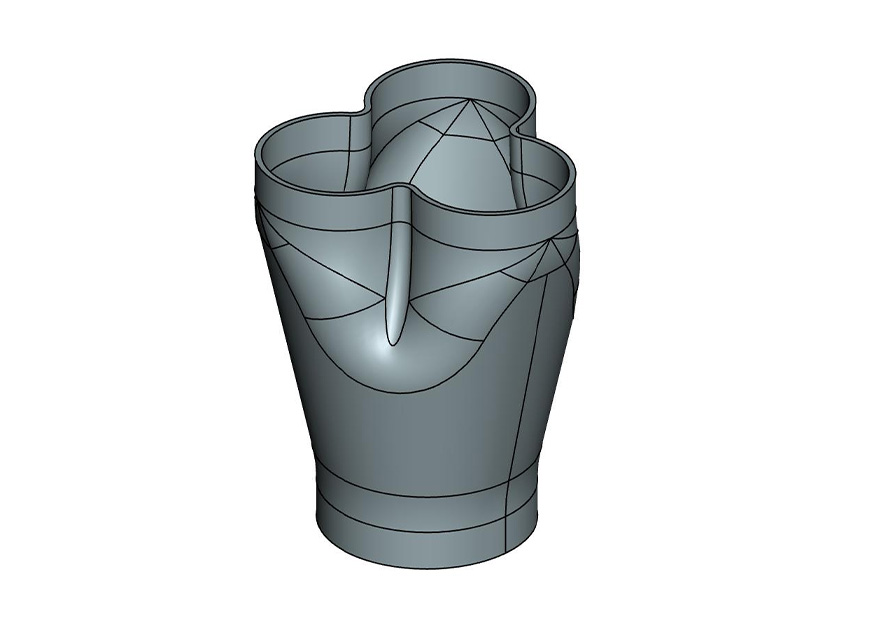
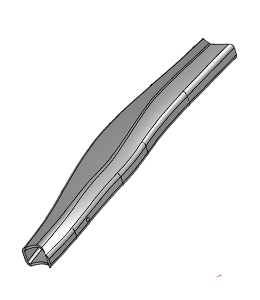
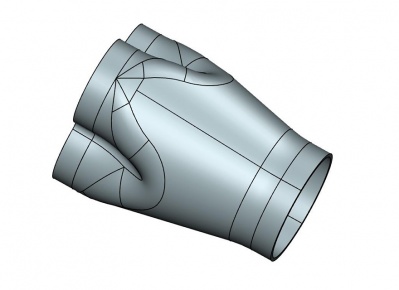
面对三通排气管复杂的三维空间异形件特性,传统冲压焊接工艺在精度、强度与一致性上存在局限。而内高压成型技术的应用,带来了颠覆性的解决方案:
极致流畅的内壁与气流:一体成型的管道内壁无比光滑,无任何内部焊缝与台阶,可大幅降低排气阻力与湍流,让气流速度更快、更顺畅,直接提升动力释放效率。
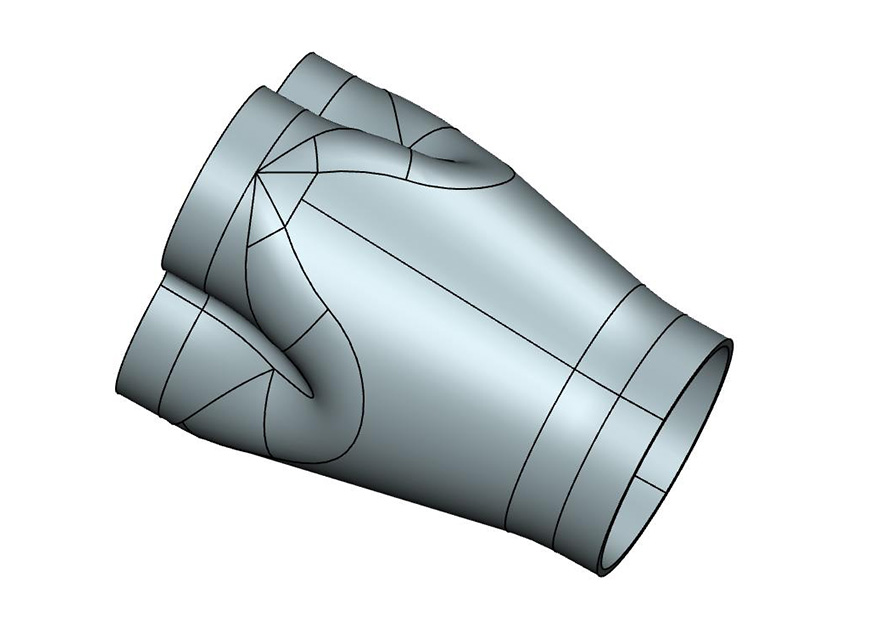
超凡的结构强度与轻量化:通过对管坯壁厚的精确控制,在应力集中区域增厚,在非关键区域减薄,实现了强度与重量的最优解。水胀成型工艺赋予其极高的整体刚性,能有效承受高频振动与热疲劳冲击。
无懈可击的外观与一致性:产品拥有极高的尺寸精度和表面光洁度,焊缝极少(仅需连接安装座),外观宛如一体雕刻的艺术品,且每一个产品的性能高度一致。
此类高技术含量的三通排气管,主要服务于对性能与品质有极致要求的领域:
高性能原厂车型:常见于公升级跑车、高性能街车及运动复古车型,作为原厂高性能套件或顶配版的标准装备。
高端品牌改装市场:如Akrapovič、SC Project、Termignoni等顶级排气品牌,其旗舰产品线广泛采用此工艺,是资深玩家必改项目。
专业竞技与赛道应用:在追求每一分马力与可靠性的赛车上,采用内高压成型的三通排气管是标准配置。
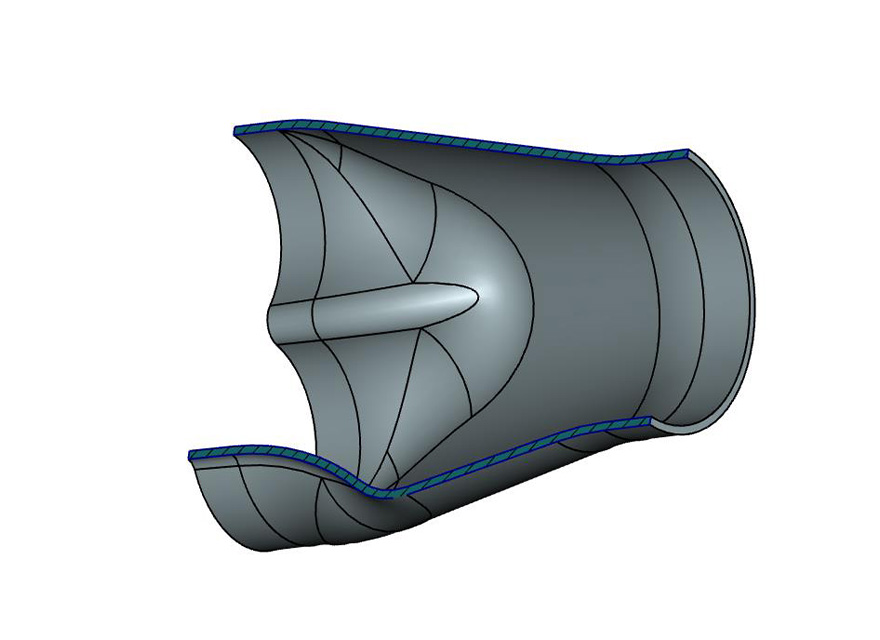
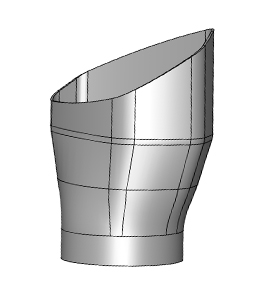
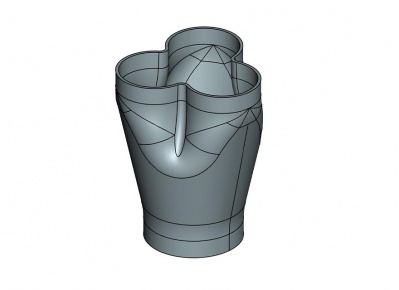
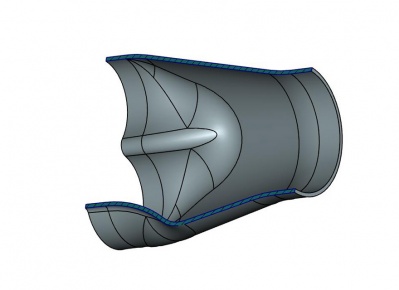
对于三通排气管这类具有复杂汇流空腔的部件,水涨成型工艺的优势体现得淋漓尽致:
设计自由与功能实现:允许工程师设计出符合最优流体力学和声学理论的、传统工艺无法实现的异形流道,将理论性能最大程度转化为实物。
品质、性能与成本平衡:相比手工弯管焊接,它保证了绝佳的重复精度与一致性;相比昂贵的CNC整体切削,它在实现复杂一体成型结构的同时,具有更优的制造成本控制。
可靠性飞跃:彻底消除了传统多段焊接在高温、振动环境下易开裂的风险,使用寿命和耐久性获得质的提升。
 主页
主页