一家专注于流体压力成形技术
成形液压机设备厂家


设备概述
性能与特点
应用领域
具体参数
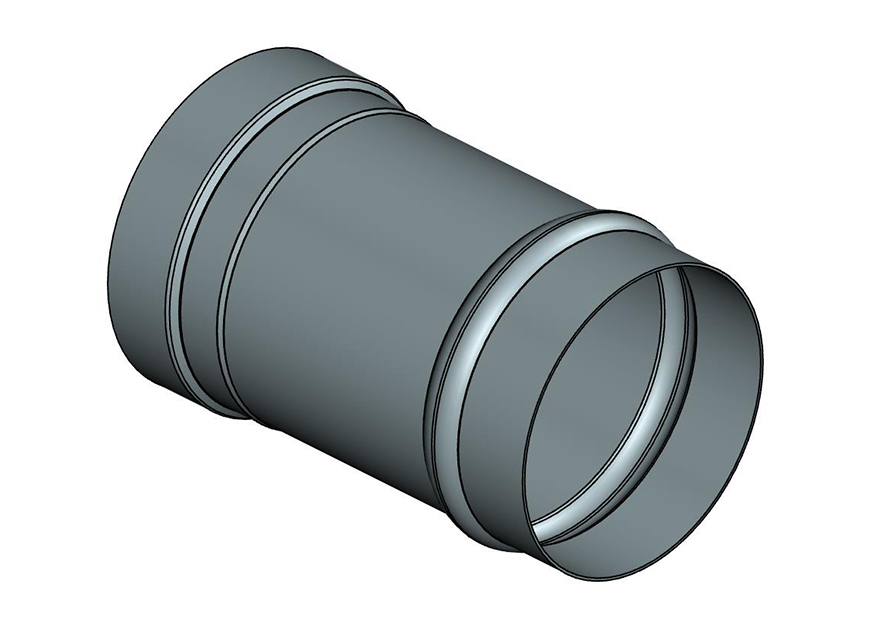
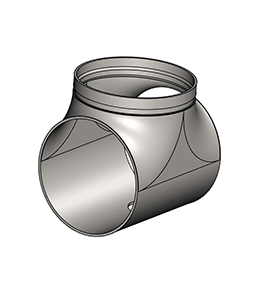
水涨内高压成型
原理:水涨内高压成型是一种利用液体作为传力介质,通过内部高压和模具约束使管件坯料发生塑性变形,最终贴合模具型面,从而形成复杂形状零件的先进制造工艺。
优点:
消除焊缝与连接点:水涨成型可以将多个部件“变成”一个整体的零件。这彻底消除了焊缝和连接点带来的潜在泄漏风险、应力集中和疲劳强度薄弱区。对于制冷行业的冷凝器壳体、汽车发动机支架等承压或承力部件,可靠性得到质的飞跃。
“加法”而非“减法”:与传统机加工(从实心坯料上切削掉大量材料)相比,水涨成型是塑性成形,材料主要在模具内重新分布,几乎没有废料产生,材料利用率可高达90%-95%。
模具决定精度:零件的最终形状由高精度的闭合模具型腔决定,因此具有出色的尺寸一致性和重复精度。成型的零件表面光洁,能很好地复制模具的表面状态,对于特征成形清晰。
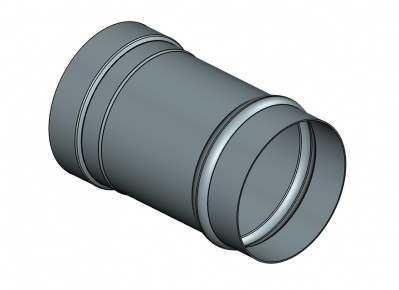
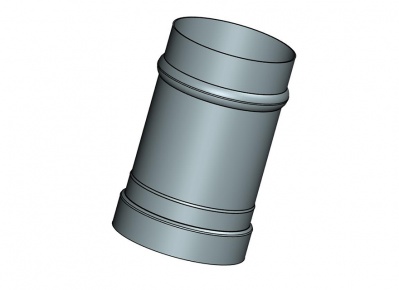
设计自由度与灵活性:可以轻松实现圆形、方形、矩形或不规则形状的截面,甚至在同一零件上实现变截面设计。能够在管件上一次成型出特征,省去后续大量加工和焊接工序。
良好的成型性与材料适应性:适用于多种可塑性较好的材料,包括碳钢、不锈钢、铝合金、铁、铜合金、钛合金等,能满足不同行业对强度、耐腐蚀性、导热性的需求。
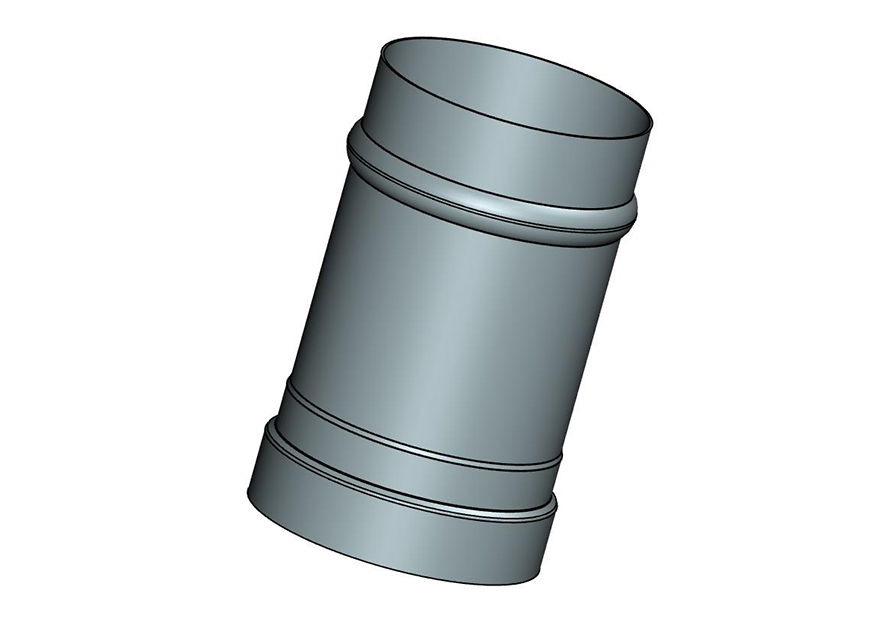
无缝一体复杂结构:可一次性将管坯成型为带内置加强筋、异形端口、凸台或变截面的整体筒体,无需后期焊接拼装。
优异的尺寸精度与一致性:由精密模具保证,筒体的内径、圆度、直线度极佳,为安装高精度直线轴承或螺纹提供了近乎完美的基座。
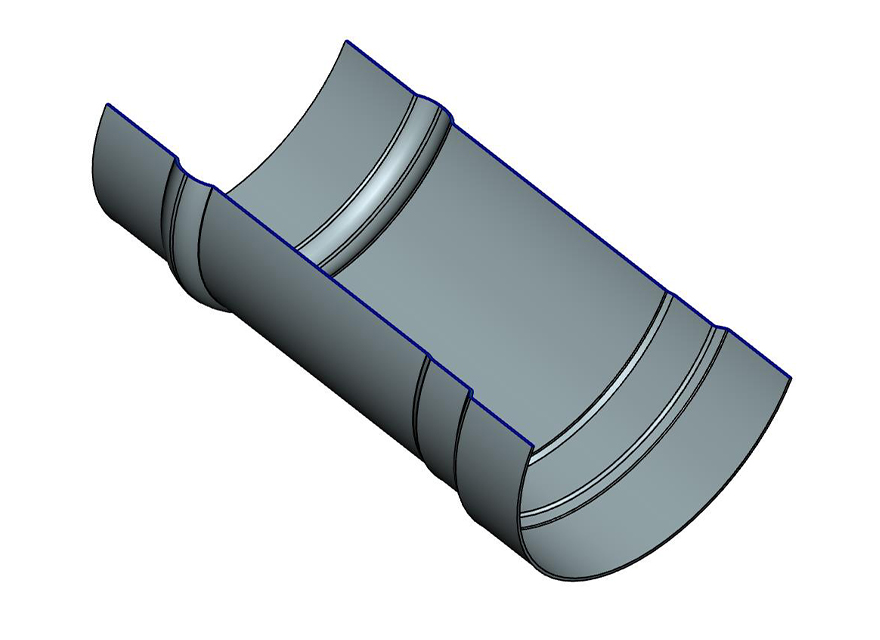
理想的内表面质量:成型后的内壁光滑连续,稍经精加工即可作为调焦滑轨或螺纹安装面,显著减少后期加工量。
与传统的多段车削拼接、卷板焊接或铸造工艺相比,水涨成型具有无可比拟的优势:
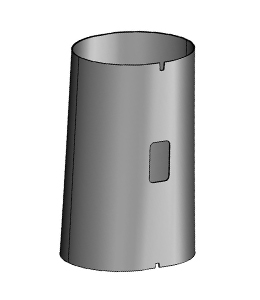
1、终极的结构完整性,杜绝形变风险
消除焊缝:传统卷焊工艺的纵向焊缝是结构的薄弱点,在加工应力、装配应力和使用应力下易发生微变形,导致光轴偏差。水涨成型的无缝一体结构从根本上解决了这个问题,提供了最稳定可靠的光学平台。
 主页
主页